Blog
How Does Packaging Inspection with Vision AI Help Automate Quality Control?
By Rakesh· July 15, 2026· 11 min read
Summarize this post with
Loading insights...
LoadingSummarize this post with
Vision AI automates packaging inspection by detecting defects, label errors, seal failures, and damage in real time with higher accuracy than manual checks. It runs on edge devices for instant detection and rejection of faulty products without slowing production. The result is fewer defects reaching customers, improved compliance, and lower operational costs.
Packaging inspection sits at a specific and uncomfortable place in quality control. By the time a defect reaches inspection, the product is already made, labeled, and queued for dispatch. There is no upstream fix at that point. The only question is whether you catch it before it ships or after.
That window matters because defects that clear inspection generate returns, complaints, and in regulated sectors, compliance penalties.
The economics are asymmetric: catching a defective unit at the line costs almost nothing. Catching it after it has shipped costs multiples of that, in handling, re-fulfillment, and brand credibility.
Vision AI changes what is possible inside that window. Not by adding more inspectors or faster conveyors, but by running a detection layer that does not slow down, does not sample, and does not miss the 3 AM shift.
Manual QC is not broken because inspectors do a poor job. It is broken because the task itself is poorly matched to human capabilities at production scale.
A packaging line running 150 to 300 units per minute generates more visual information than any person can process accurately over a full shift. The first hour is fine. By hour four, attention degrades. By hour eight, pattern recognition suffers. This is not a discipline problem. It is a physiology problem.
Sampling helps at the margins. A 5 percent end-of-line sample catches population-level issues, but it is structurally blind to defects that appear in clusters, in batches, or at specific times of day. A seal failure that runs for 40 units on a 600-unit hour might miss the sample window entirely.
Vision AI is not a smarter camera. It is a trained detection model running on top of camera feeds, processing frames in real time and comparing what it sees against a trained defect library.
The distinction matters because it explains what Vision AI can and cannot do. It does not generalize from first principles. It detects what it has been trained to detect, at the resolution, angle, and line speed it was calibrated for. A well-trained model on your specific packaging types is highly accurate. A generic model deployed without calibration is not.
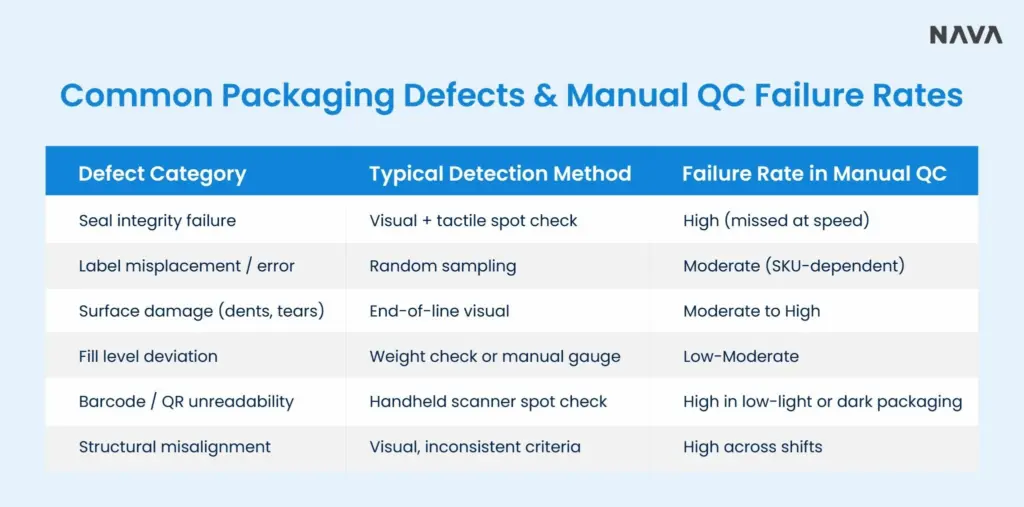
In practice, packaging inspection with Vision AI covers the following detection categories:
The detection speed is what makes this operationally viable. Edge-deployed Vision AI processes frames and returns a detection result in under 50 milliseconds. That is fast enough to trigger a rejection gate before the defective unit clears the exit conveyor.
Most people evaluating Vision AI for packaging lines run into the same question fairly early: why does it need to run at the edge? Why not process video in the cloud?
The answer is latency, and the math is straightforward.
A round-trip from a camera to a cloud server and back, under good network conditions, takes roughly 100 to 300 milliseconds. On a line running 200 units per minute, that means 3 to 5 units pass the rejection point during the processing delay. By the time the cloud returns a defect flag, the defective unit is already downstream.
Edge intelligence solves this by running the model onsite, co-located with the camera feed. There is no round-trip. Processing happens on hardware adjacent to the line, and detection results return in under 50 milliseconds. That is within the timing window of a mechanical rejection gate.
The second issue is bandwidth. A single high-resolution camera feed running at 30 frames per second generates between 2 and 10 gigabytes of data per hour, depending on compression and resolution.
A facility with 20 active inspection cameras would need consistent, high-throughput connectivity just to stream video to the cloud. Most industrial facilities do not have that, and even those that do face cost and reliability problems at scale.
Edge processing eliminates that dependency. Video is processed locally. Only alerts, metadata, and flagged frame crops are transmitted, which reduces bandwidth requirements by orders of magnitude.
There is also a compliance dimension. Food manufacturing, pharmaceutical packaging, and certain industrial sectors operate under data governance requirements that restrict or complicate sending raw video outside the facility. Edge processing keeps video data on-premises by design.
Where DamageVision AI and SafetyVision AI Fit Into Packaging Operations
Two of NAVA's Vision AI Solutions address overlapping but distinct problem areas in packaging environments. Understanding where each applies helps clarify what a phased deployment looks like.
DamageVision AI is trained to detect physical damage to packaging: dents, compression marks, punctures, surface tears, and contamination. It is designed for post-pack and pre-dispatch inspection, which is the point in the line where handling damage is most likely to have occurred but before the unit leaves the dock.
In practice, this sits after primary packaging, after secondary packaging, and before palletization or load verification. Units that have moved through sortation, been stacked, or passed through automated equipment accumulate the highest risk of physical damage. DamageVision AI flags those units before they are scanned out of the facility.
It is available on AWS Marketplace and connects to existing CCTV infrastructure. A facility does not need to replace its camera hardware to run it. The integration path connects to existing dock cameras or dedicated inspection station cameras, with alerts flowing into the WMS or MES as structured events.
SafetyVision AI addresses the operational safety layer of a packaging environment. In food, pharmaceutical, and industrial packaging facilities, PPE compliance, zone access control, and procedural safety are ongoing audit requirements.
Manual safety observation has the same structural problem as manual QC: it requires a dedicated person on each shift, and it cannot cover the full floor simultaneously. Incidents and near-misses happen when no one is watching.
SafetyVision AI runs continuously across camera feeds, flagging non-compliance events in real time: missing PPE, zone violations, restricted area access, and protocol deviations. It does not replace safety staff. It gives safety staff visibility across the floor without requiring physical presence at every point.
For packaging facilities operating under food safety certifications, GMP requirements, or ISO standards, this kind of continuous monitoring also creates an auditable compliance record, which manual observation cannot.
Both products are deployable on the same edge infrastructure. A facility running DamageVision AI for pre-dispatch quality inspection can add SafetyVision AI on the same camera network without a separate hardware deployment.
Most packaging facilities do not flip from manual inspection to Vision AI overnight. The practical deployment path is phased, which allows each stage to validate against the baseline before expanding.
A representative three-phase rollout for a mid-sized packaging operation:
| Phase | Timeline | Scope | Outcome |
| Baseline & Connect | Weeks 1-4 | Connect existing cameras. Deploy DamageVision AI at one outbound inspection station. Run detection alongside manual QC to establish baseline comparison. | Defect catch rate established. Identify camera placement gaps. |
| Expand Detection | Weeks 5-8 | Add seal integrity and label accuracy detection on high-velocity SKUs. Integrate alerts with WMS to generate automatic rework tickets on flagged units. | Rework cycle time reduces. QC staff shift from manual review to exception handling. |
| Safety Layer | Weeks 9-12 | Deploy SafetyVision AI across the facility floor. PPE compliance and zone monitoring running continuously across all shifts. | Audit-ready compliance record. Safety incidents flagged in real time. |
The phased structure matters for two reasons. First, it generates comparison data from Phase 1 that makes the business case for Phase 2 internally. Second, it allows the AI model to be calibrated against your specific packaging materials, defect types, and line configurations before being relied on as the primary detection layer.
Production deployment data from Vision AI systems in packaging and manufacturing environments provides a useful comparison baseline for facilities evaluating adoption.
| Metric | Manual QC Baseline | Vision AI Deployment |
| Defect detection rate | 78-83% | 95-98% |
| False rejection rate | 2-4% | 0.5-1.5% (post-calibration) |
| Inspection throughput limit | Capped by inspector headcount and fatigue | Full line speed, no throughput reduction |
| Shift-to-shift consistency | Varies 15-20% across shifts | Consistent across all shifts |
| Time-to-defect-alert | End-of-line sample, often minutes | Under 50ms at point of detection |
| Compliance documentation | Manual log, incomplete coverage | Automated event log, full coverage |
Use this before evaluating any Vision AI solution for your packaging operation.
AI visual inspection is only valuable if it performs reliably under real production conditions. Instead of relying on assumptions, why not validate detection accuracy, throughput impact, and operational fit using your own products, packaging, and production line?
A zero-cost proof of concept gives you the data needed to make an informed decision before investing in a full deployment. So, what defects could your team stop missing if every product was inspected automatically?


